Метало-физическая сущность динамического метода
Идеологически динамический твердомер базируется на методе по ГОСТ 23273-78 «Металлы и сплавы. Измерение твердости методом упругого отскока бойка (по Шору)».
Фундаментальной основой динамического метода измерения твердости является вязкость — свойство металла поглощать в заметных количествах механическую энергию в необратимой форме не разрушаясь. Иначе, вязкость можно охарактеризовать как работу затраченную на упруго-структурную и пластическую деформации измеряемую площадью диаграммы деформации*. (*) Справочник по металлическим материалам турбино- и моторостроения. Михайлов-Михеев П.Б. д.т.н.
Еще один вид дополнительных потерь механической энергии — это затраты на возбуждение свободных упругих колебаний всего контролируемого объема изделия. Эти затраты энергии функционально связаны с размерами, геометрией и массой контролируемого объема изделия, а так же с атомно-кристаллической решеткой материала.
Следует иметь ввиду, что корректное измерение вязкости (твердости) определяется критическими параметрами контролируемого объема изделия: массой, толщиной и геометрией, соответствием типов атомно-кристаллических решеток контролируемого изделия и образцовых мер твердости использованных при калибровке динамического твердомера, а так же структурным состоянием литых чугунных изделий (особенно для серого чугуна). Например, тип атомно-кристаллической решетки алюминия и его сплавов, меди и ее сплавов, а так же конструкционных сталей — кубическая гране- и объемно-центрированная, в то время как кадмий, магний, цинк и альфа-титан имеют гексагональную упакованную решетку.
Несоответствие хотя бы одного из критических параметров может привести к дополнительным потерям механической энергии на свободные упругие колебания всего контролируемого объема изделия и как следствию искажению результатов измерения.
Подробное исследование влияния критических параметров (размеры, геометрия и масса) на значение показаний динамического твердомера позволило специалистам компании Искролайн разработать контроль твердости изделий методом калибровочных поправок. Данный метод существенно упрощает, а во многих случаях исключает разработку и внедрение пользовательских шкал и изготовление контрольных образцов (СОП).
Рассмотрим измерение твердости динамическим методом для двух групп металлов — первая с твердостью в диапазоне HB 5 – 150 (цветные металлы, алюминиевые, медные сплавы) и вторая с HB 100 – 400 (стали с различной термообработкой). Функциональная зависимость сигнала датчика от твердости HL=φ (HB) для первой группы соответствует области (1), а второй — области (2), см. рис 1.
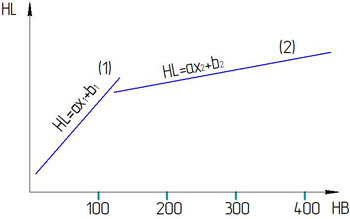
Как показали исследования функции HL=φ (HB), проведенные и опубликованные д.т.н. Б.Г. Лившицем и д.т.н. С.И. Ратнер, для первой группы (1) вязкость определяется сугубо пластической деформацией. Влияние упруго-структурной деформации практически полностью отсутствует. Это подтверждается и полученными нами экспериментальными данными, в частности:
- а. эффект пластической деформации и диаметр отпечатка от удара шариком падающего индентора для твердости в области (1) на порядок выше пластической деформации в области (2);
- б. для построения графика зависимости в области (1) исследованы следующие материалы: чистые металлы — Pb, Sn, Al, Cu, алюминиевые литейные и деформируемые сплавы, медные сплавы — латуни и бронзы, особо мягкие чугуны и даже сталь с HB95;
Характерно, что модуль нормальной упругости Е этих материалов изменяется в очень широких пределах: 1600 (Pb), 4000 (Sn), 7000 (Al), 10000-11000 (Cu), 11000-15000 (ферритные чугуны) и 20000-22000 (стали), но практически не влияет на твердость.
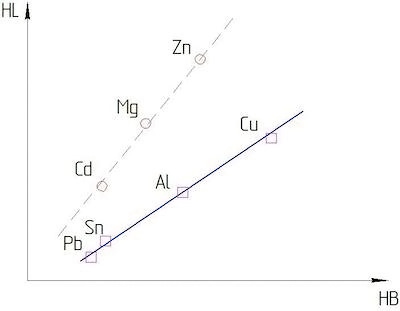
Эти данные полностью подтверждают полное отсутствие упругой составляющей для материалов с твердостью HB 5 - HB150.Кроме того, для области (1) характерно резкое отличие HL (сигнала датчика) для металлов с различной атомно-кристаллической решеткой при схожей твердости. Сравните величину сигнала датчика для металлов с гексагональной плотноупакованной решеткой (Cd, Mg, Zn, Ti α) и с кубической гране- и объемно-центрированной решеткой (Pb, Sn, Cu, Al) см. рис.2.
Для металлов с кубической решеткой отмечается высокий коэффициент корреляции зависимости сигнала датчика от твердости, чего не скажешь о гексагональной, что связано со значительным уменьшением вязкости. Калибровочную поправку для таких изделий следует применять только к сигналу датчика (ΔHL).
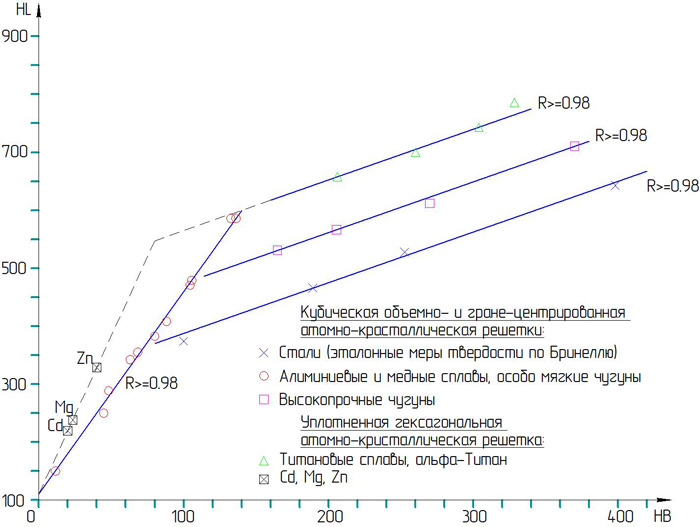
Для материалов соответствующих зависимости HL=φ (HB) в области (2) (стали, чугуны, титановые сплавы) характерно наличие влияния упруго-структурной деформации на значение сигнала датчика, что приводит к резкому изменению параметров функциональной зависимости. Общая картина зависимостей HL=φ (HB) для разнообразных материалов в широком диапазоне твердости от HB 5 до HB 400 представлена на рис.3.
Физическая сущность динамического метода измерения твердости металлов, сплавов и сталей
В отличии от классического статического метода определения твердости по методу Бринелля или Роквелла, динамический метод принимает за показатель твердости не площадь отпечатка или глубину проникновения твердосплавного наконечника, а отношение скоростей индентора перед ударом и после него. В общем случае - чем материал более твердый, тем выше скорость отскока, но не следует забывать про упомянутые выше особенности кристаллических решеток различных материалов, дающих заметные отклонения результатов измерений.
Динамический метод определения твердости по Бринеллю или Роквеллу опирается на метод Лейба по стандарту ASTM 956. Данный стандарт описывает: методику определения твердости образцов из стали полученных прокатным или литейным способом, а так же чугуна, алюминиевых и медных сплавов, методы проверки и испытания приборов, калибровку твердомеров по стандартным мерам твердости, требования к мерам твердости и измеряемым изделиям.
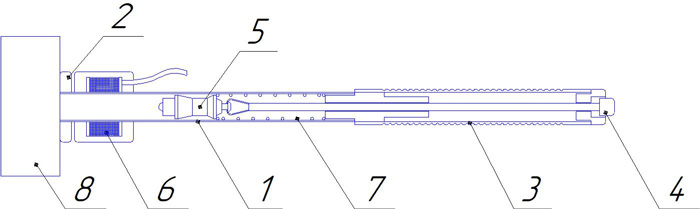
Устройство датчика становится понятным при рассмотрении его схематического изображения в разрезе на рис.4.
Датчик состоит из корпуса (1) с опорным кольцом (2), подвижной втулки (3), спусковой кнопки (4), индентора с магнитом и наконечником из карбида вольфрама или синтетического алмаза (в зависимости от типа датчика) (5), катушки индуктивности (6), пружины (7). Перед измерением датчик надежно прижимается к контролируемой поверхности (8).
Согласно стандарту ASTM 956 существует 6 разновидностей датчиков. Наиболее распространенный и универсальный - это датчик типа "D".
Принцип работы датчика динамического твердомера
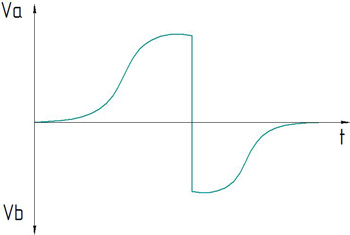
Значение твердости вычисляется из отношения скоростей индентора, измеренных до и после удара на расстоянии 1 мм от исследуемой поверхности изделия, по формуле HL=1000xVb/Va, где HL – значение твердости по шкале Лейба, Vb – скорость после отскока, Va - скорость падения перед ударом. Определение скорости достигается с помощью постоянного магнита, установленного в инденторе, который под действием силы пружины перемещается через катушку и индуцирует электрическое напряжение при падении и отскоке, см. рис. 5. Индуцированные напряжения пропорциональны скоростям падения и отскока. Отношение измеренных значений напряжения, умноженное на коэффициент 1000, дает число, которое составляет значение твердости по шкале (методу) Лейба.
Эти значения твердости иначе еще называют сигналом датчика.
Прямая корреляция между критерием твердости по Лейбу и другими методами твердости
Стандарт ASTM 956 рекомендует внимательно и продумано использовать перевод значений твердости по Лейбу в другие системы за исключением случаев когда точность преобразования была получена путем сравнительного тестирования. Причины таковых рекомендаций были нами описаны выше.
Учитывая, что, при разработке динамического твердомера Тукан К-18А, производителем многократно протестированы таковые зависимости, а так же проведены все метрологические испытания при внесении твердомера в реестр средств измерений, измерения проводимые по другим шкалам являются достоверными.
Тем не менее, при проверке особо ответственных деталей мы рекомендуем достичь специального соглашения по методике выполнения измерений между стороной, определяющей этот метод испытаний, и стороной, выполняющей испытание на твердость.
Область применения динамического твердомера

Портативный твердомер Тукан К-18А рекомендован к применению: на крупных промышленных предприятиях для контроля, как единичных изделий, так и серийной продукции с сохранением статистики измерений; в производственных компаниях; в лабораториях и исследовательских учреждениях.
Твердомеры широко применяются:
- на предприятиях энергетического комплекса,
- в металлургии черных и цветных металлов,
- в машиностроении и автомобильном транспорте (производство и ремонт),
- в нефтегазовой отрасли,
- в судостроении,
- в стале- и чугуно-литейных производствах,
- на трубопрокатных заводах,
- в железнодорожной сфере (прокат и ремонт рельс, колесных пар, сцепок, осей и пр.),
- в аэрокосмической отрасли,
- в монтажно-ремонтных и диагностических организациях.
Назначение твердомера
- Быстрый контроль материалов и деталей, в том числе и сложной формы, контроль качества термообработки, определение твердости различных деталей механизмов при их ремонте.
- Информационный слой для динамического датчика составляет порядка 0,8 мм. Это указывает на возможность разработки методики контроля глубины азотированного слоя до 0,7 - 0,75 мм для изделий из конструкционных сталей (например, марок 38хмюа, 18х2н4ма и др.).
Основные возможности

- Измерение твердости по наиболее распространенным в металлообработке, и в частности в машиностроении, шкалам твердости: Бринелль (HB), Роквелл (HRC), Лейб (HL) и т.п.
- Измерение твердости по дополнительным (пользовательским) шкалам (10 шкал).
- Изменение размера выборки.
- Отброс максимального и минимального значений при вычислении среднего.
- Автоматический учет положения датчика.
- Автоматический учет калибровочных поправок к результатам измерений для учета влияния различных факторов (геометрические и массогабаритные отклонения контролируемого объема).
- Метод калибровочных поправок позволяет расширить номенклатуру контролируемых изделий, исключая необходимость притирки малогабаритных деталей к массивной плите.
- Рекалибровка введенных шкал (коррекцию калибровочной зависимости).
- Сохранение в памяти настроек для различных серийно выпускаемых изделий для минимизации трудозатрат и ошибок при подготовке прибора к работе.
- Сохранение в памяти результатов измерения для серийно выпускаемых изделий с фиксацией номера партии и даты измерения.
- Трехцветная (ниже - норма - выше) пороговая индикация соответствия твердости изделия требованиям технологической документации.
Дополнительные возможности

- Сохранение результатов измерения для партий серийно выпускаемых изделий в памяти прибора и статистическая обработка результатов.
- Калибровка новых (пользовательских) шкал.
- Выход на исполнительное устройство для автоматической сортировки контролируемых изделий в условиях конвейерного производства.
- Вход для сигнала обратной связи от исполнительного устройства для определения момента готовности конвейера к измерению следующего изделия.
- Установка календаря и часов.
- Задание времени работы подсветки, пороговой индикации, времени отображения результата, периода автоотключения, изменять язык интерфейса.
- Просматривать статистику измерений.
Требования к контролируемому изделию
Выполнение первичных требований – обязательное условие точности измерений!
- Исследуемая поверхность должна быть тщательно подготовлена, чтобы избежать каких-либо изменений в твердости, вызванных нагревом во время шлифования или путем упрочнения во время обработки. Любая краска, окалины, вмятины или другие поверхностные покрытия или неровности должны быть полностью удалены. Проверяемые поверхности должны быть гладкими. Неспособность обеспечить надлежащую обработку поверхности приведет к отклонению результатов измерений. Грубая обработка контролируемой поверхности будет вносить искажения в результаты измерения. Рекомендуется, чтобы тестируемая поверхность была подвергнута механической обработке - шлифовке или полировке. Размер зернистости шлифовальных материалов, рекомендованной для достижения заданной чистоты поверхности, определяется при разработке технологической карты для конкретного изделия.
- Выполнение теста на твердость на деталях с остаточным магнитным полем может повлиять на результаты. Рекомендуется, чтобы любое остаточное магнитное поле было меньше 4 ·10-4 Тл (Тесла) или менее 4 Гс (Гауссов, по международной системе СГС - сантиметр-грамм-секунда)).
- Контроль твердости изделий из конструкционных сталей целесообразно производить после объемной термообработки, обеспечивающей равномерность структуры и физико-механических свойств, в том числе твердости, по всему контролируемому объему.
- При контроле твердости литых изделий (чугуны, алюминиевые сплавы, силумины, изделия из аустенитных литейных сплавов) необходимо учитывать структурную анизотропию, т.е. различие твердости на разных участках. В связи с этим для изделий литейного производства обязательна установка постоянного места контроля твердости. Это обеспечит возможность сравнительной оценки твердости отдельных изделий в одной партии и между партиями.
- Чтобы предотвратить ошибки, возникающие в результате смещения датчика, основание опорного кольца должно быть прижато плотно и перпендикулярно к поверхности испытуемого образца.
- Датчик и прибор откалиброваны для направления удара вертикально вниз (перпендикулярно горизонтальной поверхности). Для других направлений удара, например, 45 ° от горизонтальной плоскости или иных, измеренные значения твердости следует использовать с обязательной поправкой. Твердомер Тукан К-18А имеет функцию автоматического учета поправки.
- Расстояние между любыми двумя точками удара индентора должно быть не менее двух диаметров отпечатка. Расстояние между точкой удара и краем образца должен быть не менее 5 мм. Повторное измерение в тоже самое место не допускается.
- Исследуемые части с криволинейными поверхностями могут быть испытаны при условии, что радиус кривизны образцов на выпуклых или вогнутых поверхностей кольца составляет не менее 30 мм.
- Для исключения влияния неоднородности материала изделия рекомендуется использовать не менее 5 измерений на площади приблизительно 2.5 см2 (625 мм2). Если испытуемый материал считается заведомо неоднородным (например, чугун) количество измерений на испытуемой площади следует увеличить до 10.
- Толщина и вес испытуемого образца должны учитываться при проведении измерений и выборе места контроля. Для датчика типа D стандартом ASTM 956 рекомендованы следующие минимальные размеры и вес изделия: вес - 5 кг, толщина - 3 мм. Согласно стандарту, если исследуемые изделия имеют массу меньше минимальной или части любого веса имеют сечения, меньше, чем минимальная толщина, требует наличие жесткой опоры и сцепления с массивной неподатливой поверхностью, чтобы предотвратить свободные колебания от удара индентора датчика. Но, как описано выше, специалистами компании Искролайн разработан метод калибровочных поправок позволяющий существенно ослабить данные ограничения и уменьшить требования к массе и минимальным размерам исследуемого изделия.
Ограничения

Для динамического твердомера Тукан К-18А, как и для всех моделей динамических твердомеров, присущи некоторые ограничения.
Измерения нельзя считать корректными при невозможности надежной фиксации сложно профилированного изделия на массивном основании или отсутствии у изделия постоянного, внесенного в технологическую документацию, места контроля.















