Организация рационального аналитического контроля в промышленности – сложная проблема: необходимо не только обосновать и обеспечить нужную точность определений, но и приемлемую скорость анализа, надежность работы аппаратуры, а также установить рациональные способы взятия и доставки проб.
Что касается точности определений, то из числа мероприятий, важных для рациональной организации аналитического контроля, следует, в первую очередь отметить необходимость установления четких требований к воспроизводимости и правильности определений химического состава в данных условиях производства.
Во многих случаях технологов удовлетворяет воспроизводимость определений, характеризуемая допустимыми расхождениями, которые приняты в практике химического анализа. В других случаях, особенно когда речь идет об анализах новых образцов, допустимые расхождения для которых не установлены, или точность ранее принятых методов оказывается недостаточной, установить необходимую точность становится более сложно.
При решении подобной задачи необходимо учитывать, как влияет то или иное изменение количества определяемого элемента в анализируемом материале на его качество или технико-экономические показатели работы цеха или предприятия (например, на степень извлечения ценного компонента).

Располагая подобными сведениями, можно обоснованно назначить две величины: пределы допустимого содержания компонента («от – до» или «не менее, или «не более») и точность, с которой следует указывать эти пределы. Последняя характеризуется числом значащих цифр при указании пределов (например «не более 0,05%» или «не более 0,050%»).
Требование к точности
Чтобы установить необходимую точность результата анализа, следует исходить из точности указания пределов. Так, если содержания церия в качественной стали ограничено пределом «не более 0,01%», то лишняя сотая доля процента переводит металл в другую марку или брак. Следовательно, анализ должен быть таким точным, чтобы можно было гарантировать достоверность последней значащей цифры. В приведенном примере анализ должен быть произведен с точностью до тысячных, с тем, чтобы после округления гарантировать число сотых долей процента. Это правило следует соблюдать и в других подобных случаях как основное условие для рационального назначения точности.
После установления требований к точности должна быть оценена возможность их удовлетворения с помощью имеющихся аналитических методов.
Оценка возможностей аналитических методов (описана во многих работах, например, Соловьев А.Л. и Шаевич А.Б. Стандартизация, 10, 1960; Шаевич А.Б. Сб. «Спектральный анализ в цветной металлургии», Металлургиздат, 1960; и др.) показывает, что нормы точности во многих случаях могут быть приняты лишь на основании компромиссных решений: аналитические методы часто не обеспечивают точности, рассчитанной на основании описанных соображений. Последнее обстоятельство, а также возможность появления больших ошибок (например, превышающих 2 – 2,5 средних квадратичных) делают целесообразным введение внутризаводских допустимых пределов содержаний элементов в выпускаемой продукции, более узких, чем стандартные. Это является действенной профилактической мерой против непопадания в анализ, хотя и проводит к некоторому усложнению работы технологов.
Точность анализа, как известно, не может быть строго одинакова для всех определений данного вида – это следует из закона распределения ошибок. Вводить слишком жесткие допуски для предупреждения появления больших ошибок, как правило, не целесообразно: это приводит к резкому усложнению аналитической работы. По-видимому, разумно принять, что гарантируемая точность выданного анализа должна характеризоваться ошибкой не превышающей 2 – 2,5 средних квадратичных. В эти пределы уложатся 95 – 99% всех определений. Естественно, что распределение ошибок при этом не должно заметно отличаться от нормального (например, частота появления предельно допустимых ошибок не должна быть больше, чем обычно).
При выборе метода анализа часто возникает необходимость сравнить точность различных методов (или их вариантов). В этом случае следует учитывать обстоятельства, отмеченные С.М.Райским (Райский С.М. Заводская лаборатория, VIII, 1939, с. 124); сопоставление только ошибок без учета затрат времени на выполнение анализа – неполноценно. Следует принимать во внимание, что более производительный метод при данных затратах времени, отводимого для проведения анализа, позволяет выполнить в заданный срок большее количество параллельных определений и тем самым снизить ошибку результата. Таким образом, следует сравнивать не ошибки отдельных определений или их серий, а ошибки результатов, которые могут быть достигнуты при равных затратах времени.
После сопоставления требуемой и достижимой точности должно быть установлено, какую точность определений считать обязательной в данных условиях (например, при имеющихся аппаратуре или методиках). Такая точность и должна быть обеспечена аналитической лабораторией.
Указанная точность может быть достигнута усовершенствованием методики анализа, увеличением числа параллельных определений и другими путями. Не рассматривая методические вопросы, связанные с этой задачей (например, стабилизацию условий возбуждения, улучшения однородности проб и т.п.), следует подчеркнуть, что с точки зрения ошибок достижение заданной точности целесообразно начинать с получения удовлетворительной воспроизводимости. Кроме того, наличие систематических ошибок трудно установить в условиях плохой воспроизводимости.
Точность фотографических методов спектрального анализа может быть характеризована следующими показателями: при определении малых содержаний элементов в металлах и сплавах (примерно до 0,01%) относительная ошибка результата обычно оказывается около 10 – 20%, при определении содержаний в пределах от 0,01 до 0,1% - около 5 – 10%, содержаний в пределах 0,1 – 5% - около 3 – 5%, при определении высоких содержаний (десятки процентов) с использованием специальных приемов – около 1 – 2%.
При количественном анализе шлаков и минералов указанные величины обычно увеличиваются в полтора-два раза.
Применение фотоэлектрических методов регистрации спектра в сочетании с использованием высокостабильных источников возбуждения, как правило, позволяет снизить случайные ошибки определений не менее чем в полтора-два раза. (Данные приведены по Шаевич А.Б. Методы оценки точности спектрального анализа).
Точность спектрального анализа
Если принятая точность определений достигается в аналитической лаборатории, то дальнейший контроль точности анализов может быть ограничен периодической проверкой воспроизводимости и правильности в условиях текущих определений. Для этой цели может быть использован способ контроля, предложенный авторами (Камбулатов Н.И., Геншафт С.А., Налимов В.В., Заводская лаборатория, XIX, 1, 1953, с.115.). Согласно этому способу, каждый аналитик ежемесячно анализирует не менее 20 шифрованных «контрольных» образцов, однотипных по составу и свойствам с обычно анализируемыми пробами. Эти данные используются для оценки воспроизводимости. Затем полученные величины расхождений между установленным составом этих проб и результатами контрольных определений сводят в таблицу и составляют фактически полученную частоту ошибок различной величины с теоретически ожидаемой частотой. Подробнее см. литературу, описывающую нормальный закон распределения.
Так, например, при определении основности шлаков указанными авторами были получены результаты определений одного из компонентов, приведенные в табл. 3 (величина σ в таблице характеризует установленную случайную ошибку результата, среднего из нескольких определений, СКОед.)
Если принято, что допустимыми отклонениями результатов анализа контрольных проб являются отклонения, например, на величину 2,5σ, то по данным табл. 3 видно, что лаборанты А и В допускают значительное количество ошибок, близких к предельно допустимым (2 – 2,5 σ) и даже превышающих допустимые (>2,5σ); точность анализов, производимых лаборантом Б, в большинстве случаев удовлетворительна, но он чаще допускает грубые отклонения (>2,5 σ).
| Пример сопоставления наблюдаемых и теоретических следуемых ошибок определений | |||
| Исполнители анализа | Расхождения, доли | ||
|---|---|---|---|
| ≤σ | (2,0-2,5) σ | >2,5σ | |
| Лаборант А | 55,6 | 16,7 | 5,5 |
| Лаборант Б | 71,0 | - | 11,8 |
| Лаборант В | 43,0 | 21,0 | 6,3 |
| Теоретически следуемая частота появления ошибки, % | 68 | 3,3 | 1,2 |
Если при использовании таблиц, подобных табл. 3 , учитывать не только абсолютные величины отклонений от данных, полученных контрольным методом, но и их знаки, то это может дать ценные указания не только о наличии, но и о характере систематических ошибок в результатах определений.
Наиболее удобной формой для оценки ошибок служат контрольные карты (рис. 1). Применять подобные карты для контроля точности анализа целесообразно после того, как аналитический процесс налажен и необходимо лишь осуществлять текущий контроль для поддержания достигнутого уровня точности.
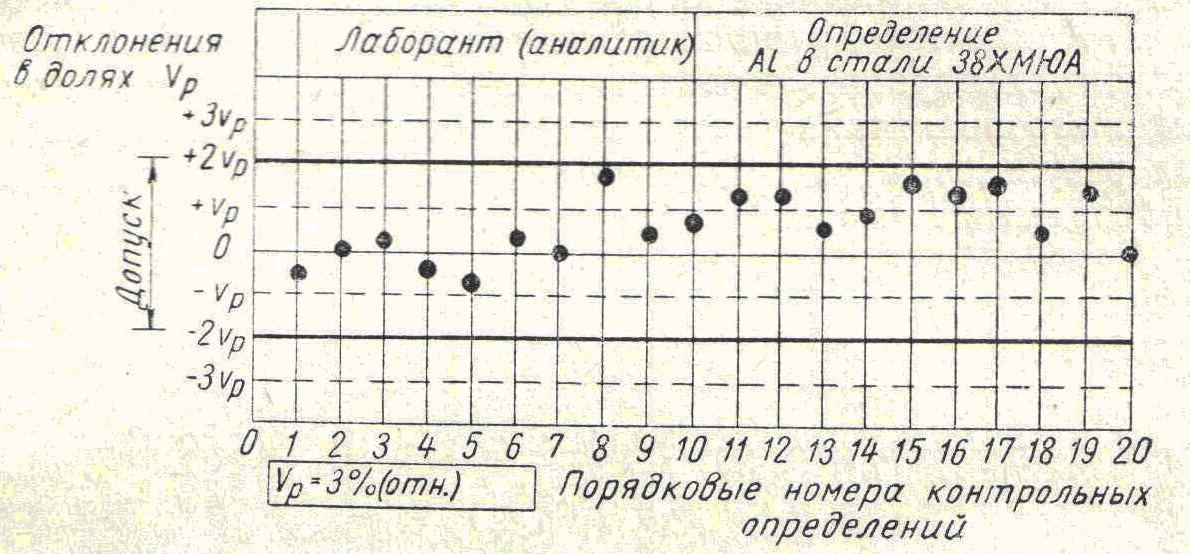
Предварительно, до введения проверки с помощью карт, на основании обработки достаточно большого материала находят величину средней квадратической ошибки σр (СКО ед) или, лучше, коэффициент вариации Vp (отн СКО %), характерный для результата анализа данного вида, выполненного в соответствующих условиях. Затем периодически, например один раз в смену, анализируют (в шифрованном виде) одну или несколько контрольных проб с достаточно надежно установленным составом. Отклонения результатов анализа этих проб от паспортного содержания выражают для удобства в тех же единицах, что и параметр σр (СКО ед) или Vp (отн СКО %). Эти величины с учетом знака откладывают по вертикальной оси. По горизонтальной оси откладывают порядковые номера или даты контрольных определений.
На карте рис. 1 проведена центральная линия. Она соответствует нулевому отклонению. Кроме того, проводят две линии, соответствующие внутренним контрольным пределам, - положительным отклонениям на величину 2σр или 2Vp и такими же отрицательными отклонениями. Наконец, проводят еще две линии, соответствующие внешним контрольным пределам – положительным и отрицательным отклонениям на величину 3σр или 3Vp.
Ошибки анализа
В соответствии с законом распределения ошибок 95% результатов контрольных определений при нормальном ходе аналитического процесса могут иметь ошибки, укладывающиеся в «двухсигмовые» внутренние контрольные пределы. Лишь 0,1% результатов могут иметь ошибки превышающие «трехсигмовый» уровень (точнее 3,1σ).
Появление точки между внутренним и внешним пределами на контрольной карте служит предупреждением о возможном нарушении стабильности аналитического процесса. Превышение одного из внешних пределов служит сигналом о появлении факторов, существенно искажающих налаженный ход указанного процесса. Кроме того, расположение точек на подобных картах может сигнализировать о возрастании «опасных» тенденций у того или иного аналитика (например, о возрастании числа завышенных результатов, рис.1), что позволяет оперативно принять необходимые меры по устранению причин ошибок.
В менее благоприятных случаях, когда требуемая точность не достигается, необходимо прежде всего составить ясное представление о характере причин, ограничивающих точность анализа, т.е. следует установить, какие ошибки являются определяющими в рассматриваемых условиях.















